Zestaw narzędzi do diagnostyki i monitoringu taśm przenośnikowych
DiagBelt+ to system diagnostyczny do oceny stanu technicznego taśm z rdzeniem z linkami stalowymi (ST), zaprojektowany do pracy w warunkach przemysłowych. Umożliwia analizę rdzenia taśmy i identyfikację zmian świadczących o degradacji linek stalowych, co wspiera decyzje utrzymania ruchu i planowanie serwisów zanim dojdzie do awarii.
System wykorzystuje metodę magnetyczną – w praktyce oznacza to pomiar zmian sygnału powiązanych ze stanem linek w rdzeniu taśmy. W rozwiązaniu stosowany jest układ czujników (90 indukcyjnych sensorów rozmieszczonych co 25 mm), co pozwala uzyskiwać powtarzalne dane wzdłuż szerokości taśmy.
DiagBelt+ pozwala również ocenić geometrię złączy i jakość wykonania połączeń, dzięki czemu można szybciej wykrywać potencjalnie problematyczne miejsca oraz porównywać wyniki między kolejnymi pomiarami (trend, postęp zużycia, skuteczność napraw).
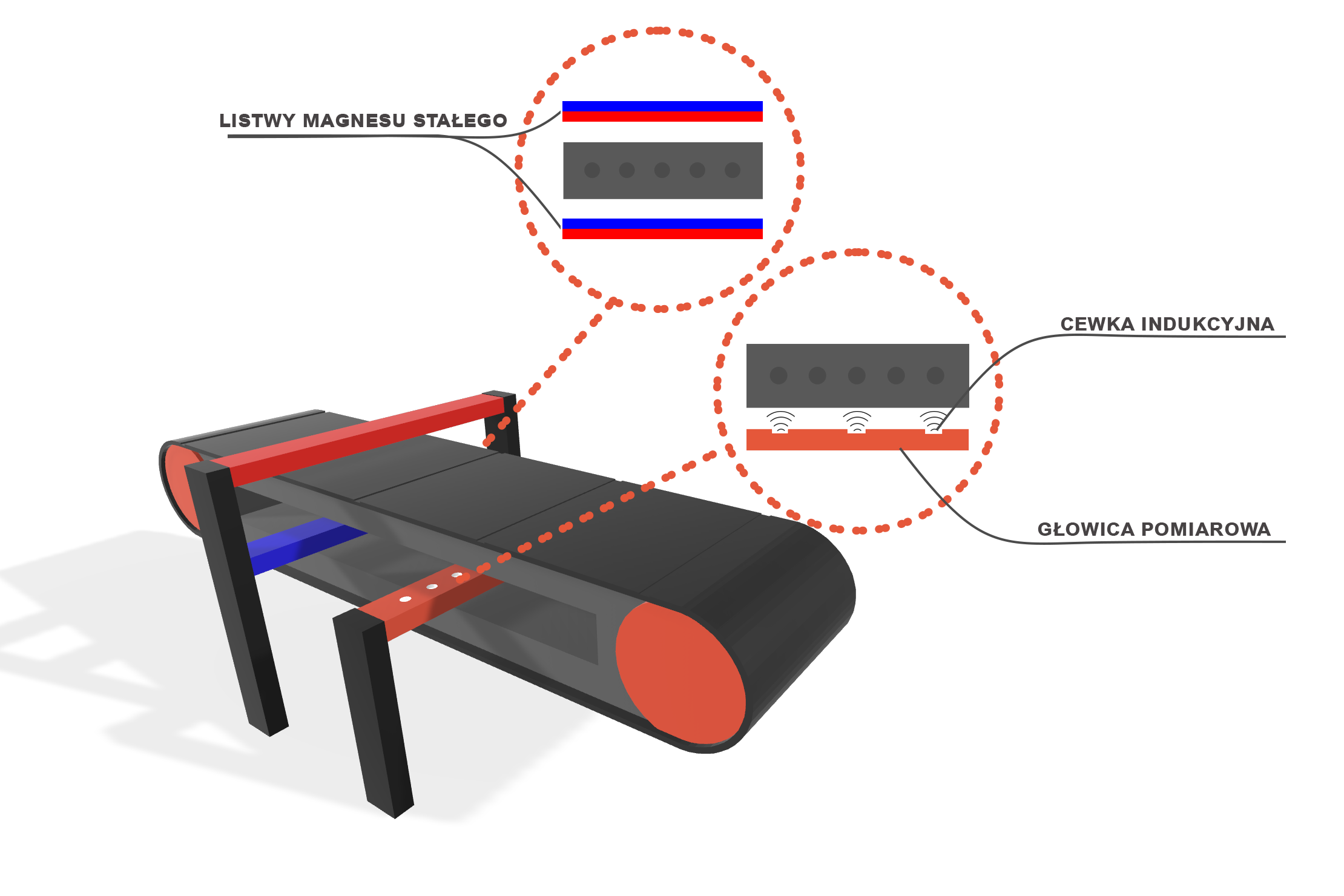
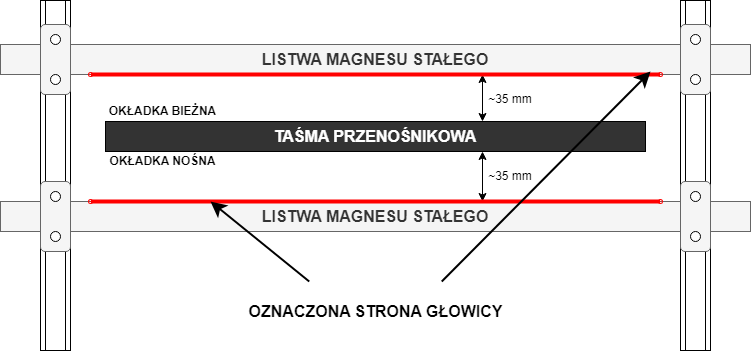
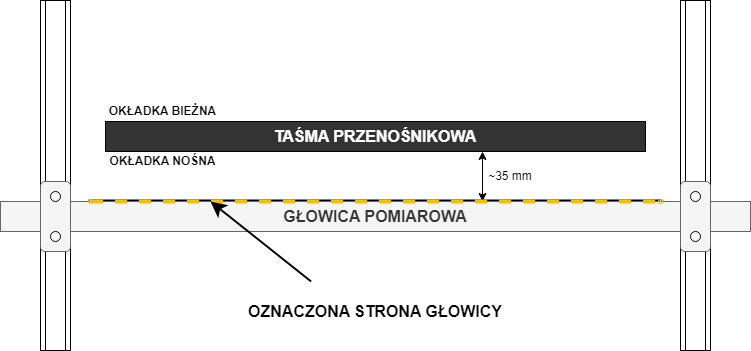
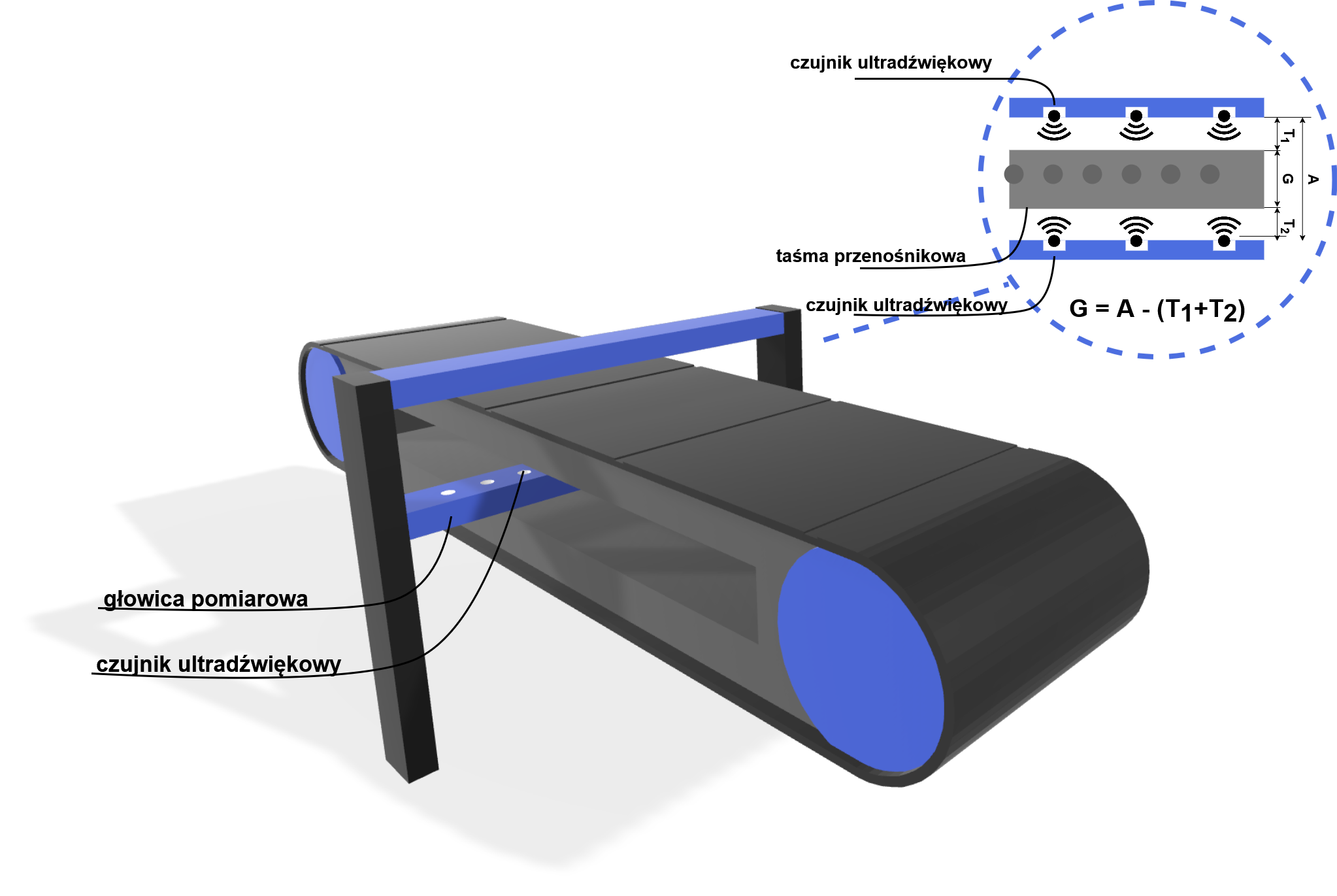
W praktyce, system DiagBelt+ wymaga instalacji listew magnesu stałego (głowice kondycjonujące) nad i pod taśmą. Te listwy magnetyczne magnesują linki w rdzeniu taśmy. W miejscach wystąpienia nieciągłości, takich jak pęknięcia czy zmiany właściwości magnetycznych, pojawia się strumień rozproszenia, a 90 czujników indukcyjnych zainstalowanych w głowicy pomiarowej mierzy zmiany pola magnetycznego pojawiające się w miejscach nieciągłości linek. System pracuje z częstotliwością 400 Hz, co przekłada się na rozdzielczość pomiaru 2.5 mm przy prędkości taśmy 1 m/s. Odległość między czujnikami wynosi 25 mm.
Wizualizacja w formie mapy pokazuje rozmieszczenie uszkodzeń rdzenia taśmy jednocześnie wzdłuż jej długości i na całej szerokości. Dzięki temu od razu widać, czy problem ma charakter lokalny (pojedyncze ogniska), czy rozproszony (wiele drobnych zmian). Taka mapa ułatwia szybkie wskazanie obszarów wymagających weryfikacji oraz porównanie różnych odcinków taśmy między sobą. Jest też czytelnym materiałem do raportów i konsultacji z utrzymaniem ruchu.
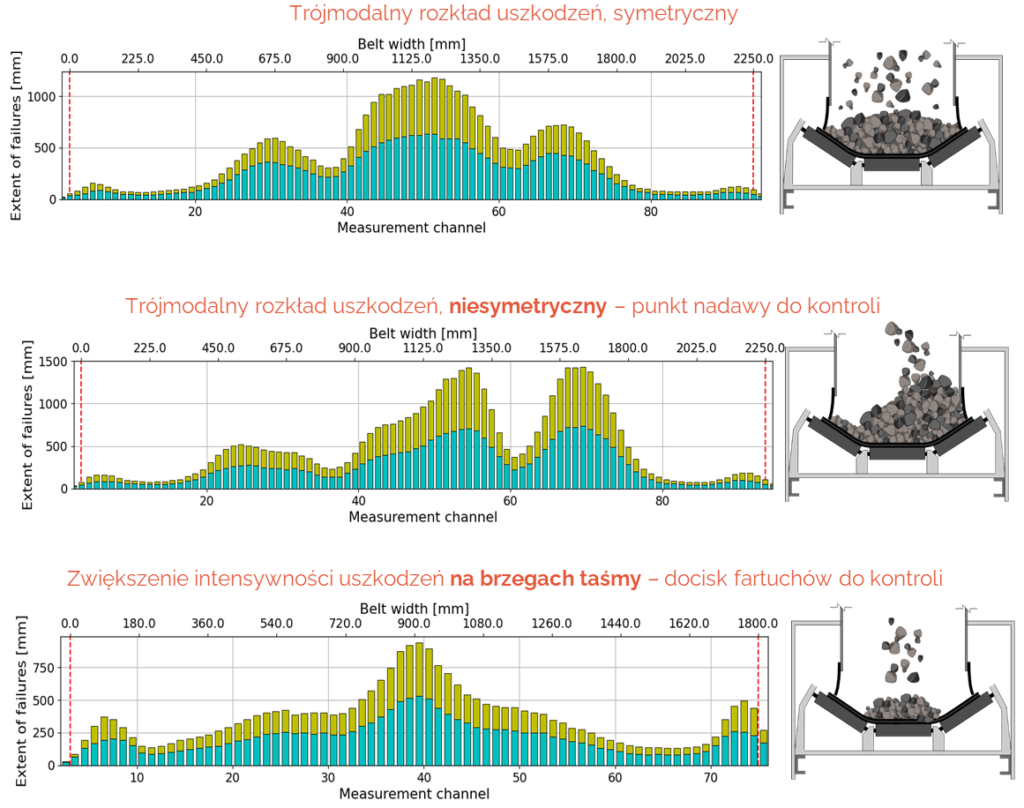
Przekrój poprzeczny pozwala ocenić, które strefy szerokości taśmy są najbardziej obciążone lub podatne na degradację. To szczególnie przydatne, gdy uszkodzenia koncentrują się w określonym pasie linek (np. przy krawędzi lub w osi taśmy), co może sugerować problem z prowadzeniem, rolkami, zasypem lub warunkami pracy. Przekrój ułatwia też ocenę, czy zmiany mają charakter punktowy czy rozległy w obrębie szerokości. W praktyce pomaga szybciej zrozumieć „gdzie” w rdzeniu dzieje się problem.
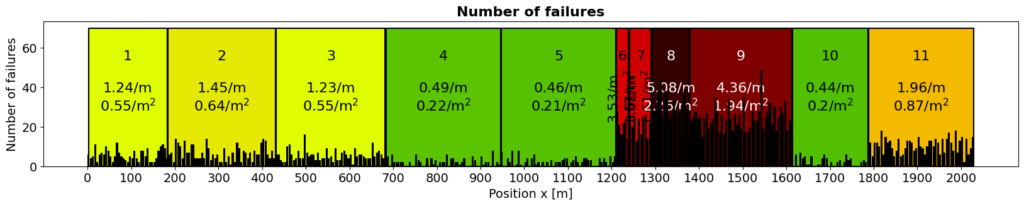
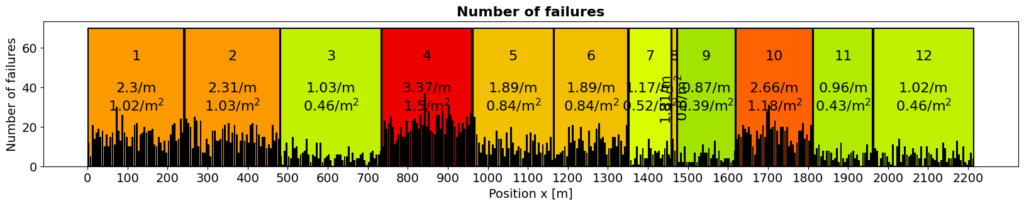
Wizualna mapa odcinków taśmy z przypisanymi kolorami zgodnymi ze skalą zużycia rdzenia według wybranej miary (np. gęstość uszkodzeń rdzenia na odcinku lub gęstość pola powierzchni sygnału uszkodzeń) pozwala natychmiast wskazać fragmenty o zróżnicowanym stopniu zużycia. Dzięki temu użytkownik może szybko i efektywnie ocenić stan techniczny taśmy „na pierwszy rzut oka”, a skala kolorów ułatwia klasyfikację odcinków i identyfikację obszarów wymagających szczególnej uwagi. Mapa stanu technicznego stanowi praktyczne narzędzie wspierające decyzje utrzymaniowe — priorytetyzację działań, planowanie serwisu oraz wybór odcinków do weryfikacji i napraw.

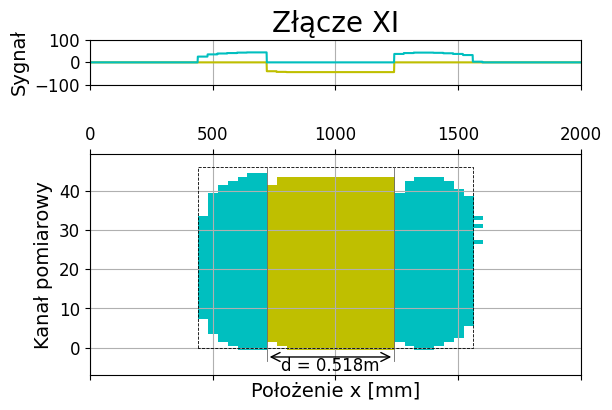
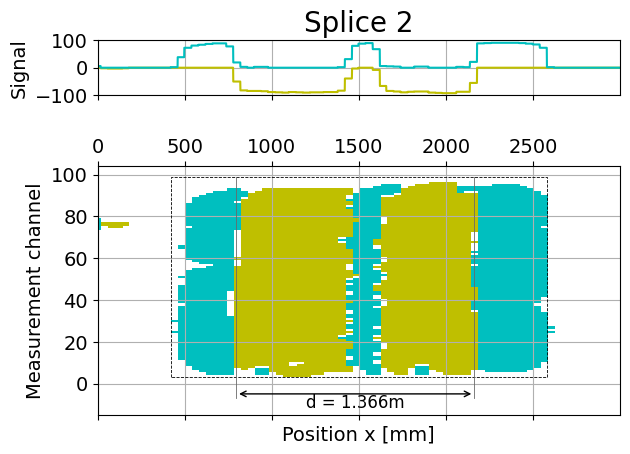
DiagBelt+ umożliwia ocenę geometrii złączy oraz jakości wykonania połączeń na całej szerokości taśmy. Wizualizacja sygnału w strefie złącza pozwala szybko wychwycić asymetrie i nieprawidłowości, a także porównać złącza między sobą i śledzić zmiany w czasie. Dzięki temu łatwiej planować serwis i ograniczać ryzyko awarii wynikających ze stanu lub wykonania złącza.
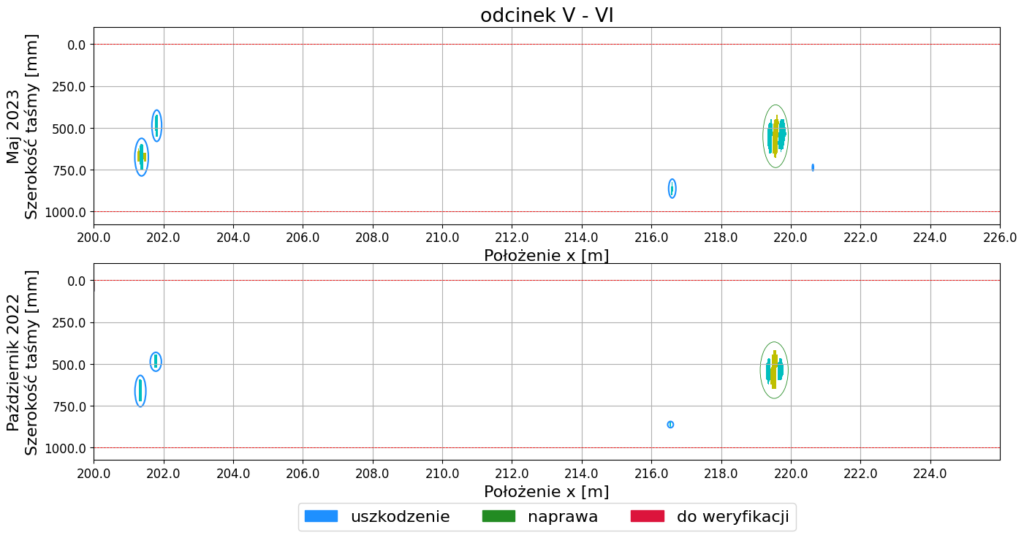
Analiza trendu pozwala porównać wyniki kolejnych pomiarów i ocenić, czy degradacja rdzenia postępuje, gdzie pojawiają się nowe ogniska i które obszary wymagają częstszej kontroli. To kluczowe narzędzie do utrzymania predykcyjnego: zamiast reagować na awarię, można wcześniej zaplanować naprawę, regenerację lub wymianę odcinka. Porównanie pomiarów pomaga też ocenić skuteczność wykonanych działań (np. napraw złączy, zmian w prowadzeniu taśmy, regulacji układu). W praktyce trend zamienia pojedynczy pomiar w proces monitorowania stanu taśmy.
BeltSonic to system do pomiaru grubości taśmy przenośnikowej, który umożliwia szybkie i powtarzalne określenie stopnia zużycia okładzin. Dzięki pomiarowi na odcinkach i na szerokości taśmy pozwala identyfikować strefy nierównomiernego zużycia, lokalne ubytki oraz obszary wymagające weryfikacji lub naprawy. Wyniki mogą być prezentowane jako mapy i profile grubości, co ułatwia interpretację i podejmowanie decyzji utrzymaniowych. BeltSonic wspiera planowanie serwisu i wymian, ograniczając ryzyko nieplanowanych przestojów wynikających z nadmiernego zużycia taśmy.
Pomiary grubości mogą być wykonywane w sposób dostosowany do geometrii taśmy i warunków instalacji – na całej szerokości taśmy. Wyniki są raportowane z określoną rozdzielczością wzdłużną (krok pomiaru na długości) oraz poprzeczną (liczba punktów/ścieżek na szerokości). Dzięki temu możliwe jest porównywanie wyników w czasie i śledzenie tempa zużycia dla konkretnych odcinków.
Zakres szerokości taśm: do 2500mm
Rozdzielczość na szerokości: 20 punktów / 1 m
Rozdzielczość wzdłużna: pomiar co 10 mm na każdy 1 m/s prędkości taśmy
Dokładność pomiaru grubości: ± 0.2 mm
BeltSonic prezentuje dane pomiarowe w kilku ujęciach, co ułatwia interpretację wyników. Rzut XZ pozwala analizować zmiany grubości wzdłuż całej długości taśmy i wskazać kluczowe obszary zmian. Rzut YZ pokazuje rozkład grubości na przekroju poprzecznym (wytarcie na szerokości), a rzut XY daje kontekst zmian grubości w odniesieniu do wysokości. Dodatkowo dostępny jest widok 3D, który porządkuje obraz zmian i pomaga zrozumieć strukturę oraz lokalizację obszarów problematycznych.
Wyniki pomiarów tworzą gęstą siatkę danych, z której wyznaczane są statystyki zarówno dla całego pomiaru, jak i dla wybranych odcinków taśmy. Prezentacja w formie mapy konturowej umożliwia syntezę złożonych danych w czytelny sposób — łatwo zauważyć wzorce, różnice i strefy odstające od normy. Kluczową cechą jest skalowalna paleta kolorów, która pozwala szybko odnieść grubość do wartości nominalnej (np. zielony) oraz krytycznej (np. czerwony).
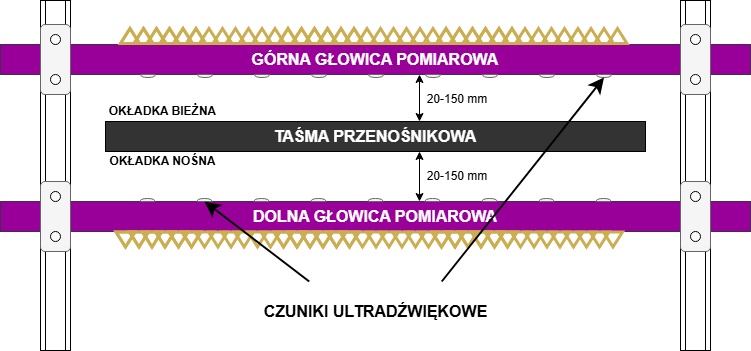
Przekroje poprzeczne to narzędzie do oceny sposobu wytarcia taśmy i identyfikacji obszarów nadmiernego zużycia. Analiza może być przedstawiana jako procentowy ubytek grubości w odniesieniu do grubości nominalnej, co ułatwia porównywanie odcinków i szybką ocenę ryzyka. Opisowo: pozwala to wykryć nie tylko „że taśma jest cieńsza”, ale też gdzie i jak się wyciera (np. pasami, asymetrycznie, lokalnie). System uwzględnia też realia pracy przenośnika (drgania), a wykorzystanie dwóch głowic pomiarowych może umożliwiać wyznaczanie profilu okładek.


To bardzo czytelna forma “szybkiej oceny”: odcinki taśmy dostają kolory zgodne ze skalą procentowego wytarcia okładek, dzięki czemu natychmiast widać fragmenty w lepszym i gorszym stanie. Skala kolorów wspiera klasyfikację odcinków i pomaga wskazać obszary wymagające szczególnej uwagi. Taka mapa jest praktycznym narzędziem do decyzji utrzymaniowych – co obserwować, co weryfikować w terenie i gdzie planować działania serwisowe.
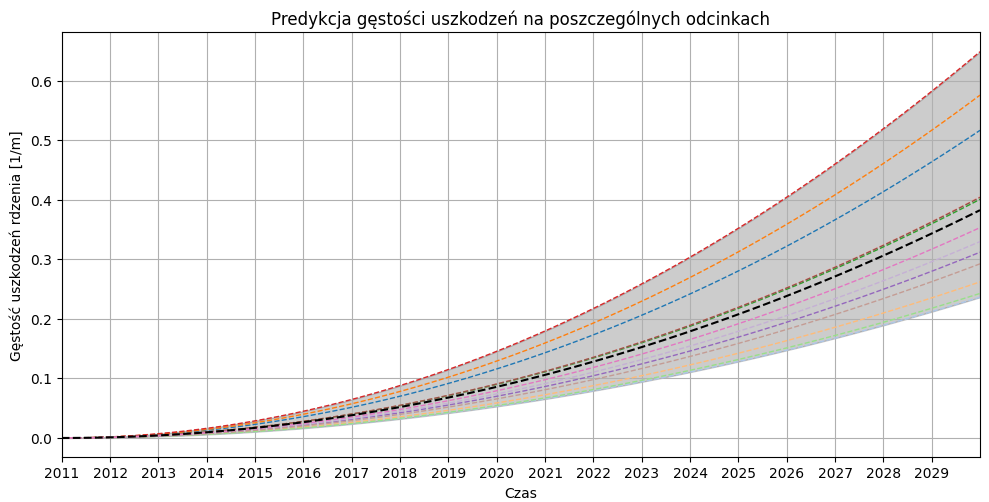
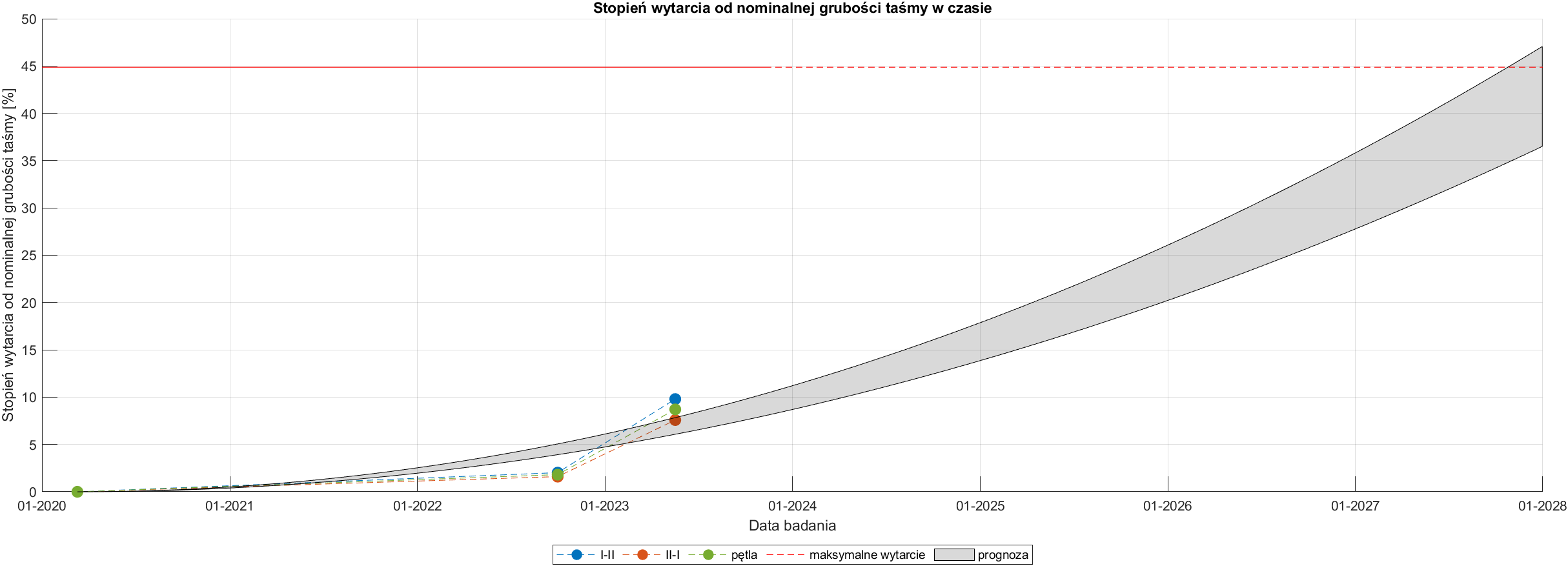
Na podstawie danych o zużyciu i trendów możliwe jest przejście od “pomiaru” do “prognozy”: wizualizacja w postaci krzywej predykcji wytarcia pomaga oszacować, ile czasu pracy może pozostać do osiągnięcia wartości granicznych. To wspiera planowanie wymian i serwisu z wyprzedzeniem, a nie reakcyjnie po przekroczeniu progu. W praktyce ułatwia ustalanie priorytetów i harmonogramów utrzymania ruchu.
BeltAlert rozwijamy jako narzędzie do możliwie szybkiego wykrywania rozcięć taśmy przenośnikowej oraz wsparcia reakcji utrzymania ruchu. System jest obecnie w pilotażu, co oznacza, że równolegle weryfikujemy działanie w warunkach laboratoryjnych oraz rzeczywistych i dopracowujemy konfigurację i działanie oprogramowania pod konkretne instalacje oraz typowe scenariusze awaryjne.
Rozwiązanie opiera się na technologii wizyjnej – układzie trzech kamer 3D – i jest przewidziane do obsługi taśm o szerokości do 1600 mm. Zgodnie ze specyfikacją urządzenia, minimalny wykrywany defekt rozcięcia to ok. 1,5 mm szerokości i 60 mm długości, a konstrukcja przenośna umożliwia wielokrotne instalowanie i pomiar w różnych lokalizacjach, na cięgnie dolnym na wysokości 300–2000 mm. Komunikacja realizowana jest przez Ethernet, stopień ochrony IP67, obudowa pyłoszczelna, a oprogramowanie umożliwia akwizycję danych i eksport surowych wyników (np. do .csv) na platformie Windows.
DiagPress to diagnostyka pras wulkanizacyjnych oparta o termowizję i analizę rozkładu temperatury płyt grzewczych w czasie. Badanie pozwala ocenić równomierność grzania, tempo nagrzewania oraz stabilność temperatury w cyklu pracy. Wyniki prezentujemy w formie map temperatury, analiz statystycznych i wykresów trendu, które ułatwiają wskazanie stref odstających i porównanie pracy obu płyt.
W pomiarach stosujemy elementy referencyjne o znanej emisyjności (ε) oraz wysokiej przewodności cieplnej, które stabilizują warunki obserwacji i ułatwiają porównywanie wyników między płytami oraz pomiarami w różnych terminach. Dzięki temu ograniczamy wpływ odbić i zmiennej emisyjności powierzchni na odczyt kamery termowizyjnej. Rejestracja przebiegu nagrzewania wykonywana jest w stałym kroku czasowym (co 20 s), co pozwala analizować zarówno fazę dochodzenia do temperatury roboczej, jak i stabilność w czasie.
Analizujemy przebieg nagrzewania płyt w funkcji czasu – od startu do osiągnięcia temperatury roboczej oraz w fazie stabilizacji. Porównanie krzywych dla dwóch płyt pozwala ocenić, czy obie płyty nagrzewają się w podobnym tempie i czy utrzymują stabilną temperaturę. Wahania po osiągnięciu temperatury roboczej mogą wskazywać na problemy z regulacją, nierówną pracę stref grzewczych lub wpływ warunków eksploatacyjnych.
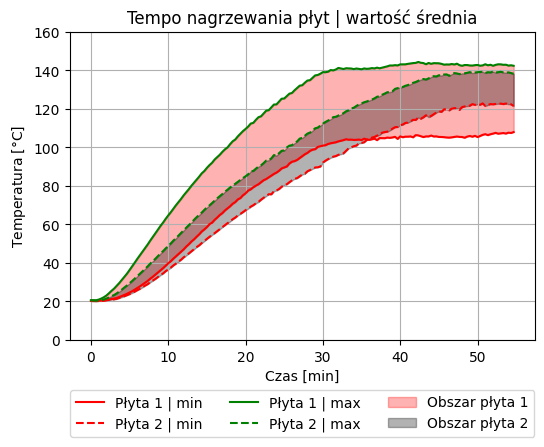
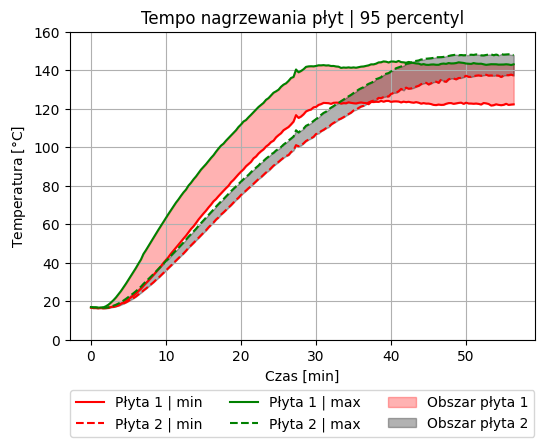
Wykresy z obszarem min–max pokazują, jak duże są różnice temperatur na powierzchni płyty w danym momencie. Im szerszy „obszar” (większy rozrzut), tym mniejsza jednorodność grzania i większe ryzyko, że część złącza będzie wulkanizowana w innych warunkach niż reszta. Dodatkowo porównujemy rozrzut między płytami, aby wskazać, która płyta generuje większą niejednorodność.
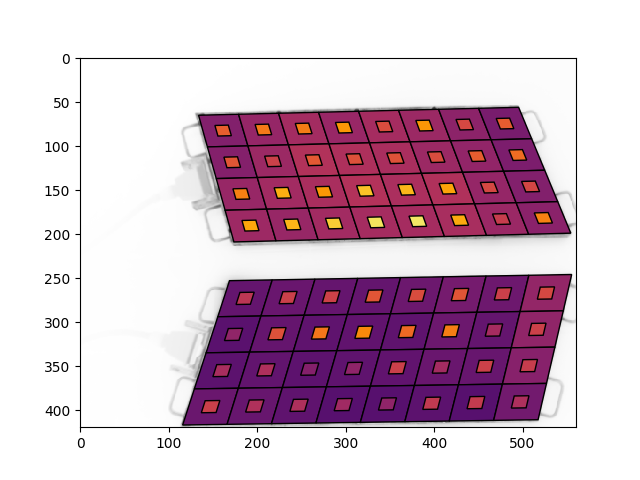
Wyniki prezentujemy w formie mapy/siatki punktów pomiarowych, co pozwala szybko zlokalizować „zimne” i „gorące” strefy. Pokazanie wartości średnich opisuje ogólny poziom temperatury w obszarze, natomiast wartości maksymalne uwydatniają lokalne piki (potencjalne przegrzania) i obszary odstające. Dzięki temu łatwo wskazać miejsca wymagające uwagi — zarówno pod kątem jakości procesu, jak i diagnostyki samej płyty.
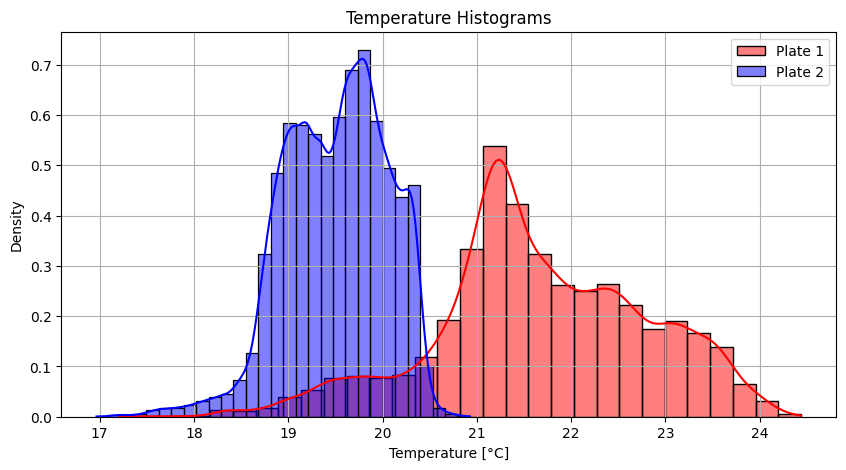
Histogramy temperatur pozwalają ocenić, jak „zwarte” są wartości temperatury na płycie. Węższy rozkład oznacza bardziej jednorodne grzanie, a szerszy – większe zróżnicowanie temperatury i potencjalne ryzyko niejednorodnej wulkanizacji. Porównanie dwóch płyt na jednym wykresie pokazuje, która z nich pracuje stabilniej i bliżej zadanych parametrów.
ul. na Grobli 15,
50-421 Wrocław, Polska
© 2026